
Геометрия метчиков
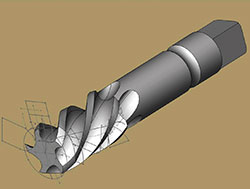 Форма, профиль и направление канавок могут отличаться в зависимости от назначения и условий использования метчика.
Форма, профиль и направление канавок могут отличаться в зависимости от назначения и условий использования метчика.
Количество стружечных канавок влияет на оказываемое усилие и мощность в процессе резания; толщину среза и величину крутящего момента; объём пространства для стружки; выбор средств контроля размеров резьбы; технологичность изготовления метчиков.
Профиль канавки метчиков
Профиль канавки непосредственно влияет на работу метчика, к нему предъявляется ряд требований:
- способствование хорошему образованию и отводу стружки из зоны резания;
- обеспечение достаточного пространства для размещения стружки, особенно при работе с глухими отверстиями;
- препятствование резанию при вывинчивании метчика из отверстия;
- предупреждение налипания и заклинивания стружки.
Профиль поперечного сечения канавки подбирается в зависимости от количества зубьев, материала заготовки, наружного диаметра метчика, условий работы, способа подвода СОЖ. При увеличении ширины пера возрастает усилие трения и, соответственно, вероятность забивания канавки стружкой. В то же время улучшается направление метчика и увеличивается количество переточек.
Поверхность канавки условно состоит из двух частей: одна служит передней гранью зуба, а другая определяет форму его спинки. При нарезании резьбы стружка сходит по передней грани.
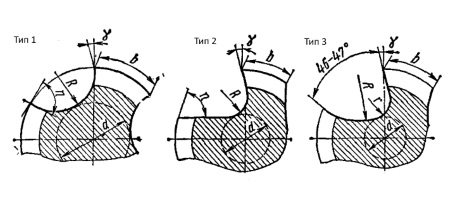
Типы профилей стружечных канавок
- Однорадиусный – используется преимущественно при изготовлении ручных калибровочных метчиков. При вывертывании такого инструмента из отверстия задняя сторона пера может испортить резьбу, срезать стружку.
- Прямолинейная передняя и задняя поверхность рекомендуется при производстве гаечных метчиков, их вывинчивают из отверстия.
- Прямолинейная передняя поверхность и радиусная задняя – наиболее распространённый профиль канавок гаечных и ручных метчиков. Передняя поверхность обеспечивает постоянство угла вдоль рабочей части метчика, включая и заборную, и калибрующую часть.
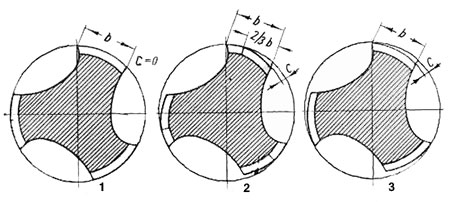
Метчики изготовляют без затылования по профилю резьбы (рис.1), с частичным затылованием на 2/3 ширины пера (рис.2) или с затылованием по всей ширине пера («до остра», рис.3). Незатылованные зубья делают для инструмента диаметром меньше 10 мм с шагом резьбы не более 1,5 мм. Гаечные метчики принято затыловать на 2/3 ширины пера. Остальные виды метчиков для резьбы затылуют по всей ширине зубьев.
Число канавок
Чем меньше число канавок, тем больше толщина среза и, соответственно, меньше удельная сила резания (при прочих равных условиях). При сокращении общего объема стружечных канавок ухудшается качество обработки и снижается точность резьбы, но одновременно снижается склонность инструмента к заеданию, увеличивается запас прочности метчика. Применение такого инструмента оправдано при работе с вязкими материалами. С малым числом канавок изготовляют метчики только малых диаметров, так как основным требованием к инструменту остается прочность.
Форма канавок
Более распространено изготовление метчиков с прямыми канавками, выполненными параллельно оси. Они просты в производстве, но менее стойкие из-за разной величины передних боковых углов на левой и правой стороне профиля. В процессе резания возникает неопределенное направление отхода стружки. Реже изготовляются метчики с винтовыми канавками с углом наклона к оси метчика 10-45° (на рис. а - винтовая канавка для резьбы в сквозных отверстиях; б - винтовая канавка для резьбы в глухих отверстиях). Они могут иметь левое и правое направление, для глухих и сквозных отверстий соответственно. В первом случает образовывающаяся стружка будет двигаться в обратном направлении - к хвостовику, во втором – вперед. Метчик с винтовыми канавками обеспечивает лучшие условия резания, чем метчик с прямыми канавками.
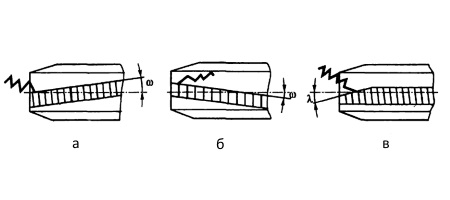
При нарезании резьбы в сквозных отверстиях также эффективен другой способ направить стружку вперед. Перо метчика подтачивается по передней поверхности под определенным углом (на рис. в), что позволяет увеличить объём канавки в заборной части и предупреждает её защемление в отверстии. Глубина стружечных канавок по всей длине рабочей части метчика одинаковая или для повышения прочности уменьшается к хвостовику.
Вернутся в оглавление статьи о метчиках.
Посмотреть ассортимент метчиков в каталоге Металл Гирз.
В статье использованы справочные материалы из таких источников:
- Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В. Кирсанова -2-е год. доп. М.: Машиностроение, 2005. - 528 с.
- Аршинов 0. А., Алексеев Г А. Резание металлов и режущий инструмент. Изд. 3-е, перераб. и доп / Учебник для машиностроительных техникумов. – М., «Машиностроение», 1975
- Родин П. Р. Режущие инструменты. — К.: Вища школа, 1974. — С. 400.
- Справочник конструктора-инструментальщика: Под общ. ред. В.И. Баранчикова. — М.: Машиностроение, 1994. — 560 с.
- Филиппов, Г. В. Режущий инструмент: научное издание / Г. В. Филиппов. - Л.: Машиностроение, 1981. - 392 с.
- Семенченко И.И. Проектирование металлорежущих инструментов. Под редакцией И.И.Семенченко. Авторы: И.И.Семенченко, В.М.Матюшин, Г.Н.Сахаров. - Москва: Государственное научно-техническое издательство машиностроительной литературы, 1963